


陶器の作り方
徳利編
徳利が出来るまでの過程です。

STEP1
石膏の固まりの中を4合容器の形状にくり抜いて4合容器の型を作ります。上部を泥が注げる様にラッパ状にしておきます。一つの型からは100個の生地が出来、100以上は型が水分を吸わなくなるので新しい型に変えます。

STEP2
型を専用の台に乗せ、型同士で台の隅から隅まで並べて互いを隙間が出来ないようにしっかりと固定後、型の中に泥水を流し込みます。

STEP3
泥水を入れた状態で、30分~50分程そのまま置いておきます。石膏は水分を吸う性質があるため、石膏の中に水分が入ろうとすると水に溶けている泥は石膏に入れず、石膏の表面に取り残され泥のみが張り付いた状態で固まっていきます。

STEP4
時間がたったら型から泥水を捨てます。この時に、型の表面(内側)に取り残された粘土は流れ出ずに張り付いたまま残ります。

STEP5
型を割ると中に石膏の表面に固まった状態で形成された粘土状の物が出てきます。この状態を生地といいます。型は金型ではなく石膏を使用している為、少しずつ消耗してすり減ってしまい、すり減った分だけ生地も外側に大きくなってしまいます。その為コルク栓のサイズが数種類になることがあります。

STEP6
手でなるべく触れない様に型から外していきます。この時に強く触ってしまったり他の商品に当たったりする事で、形がいびつになってしまうことが形成不良の一番の原因です。

STEP7
生地を板の上に並べて約1日乾燥させます。この時に、生地に残った水分もかなり無くなり、手で触れるぐらいの硬さまでなります。

STEP8
生地が乾いたら、石膏の合わせ目や泥水の注ぎ口などに付いている余分な粘土を削り落としていきます。

STEP9
2日~3日天日で干したのち、印を入れるものには撥水剤を用いて書いていきます。お客様より頂いた書体をもとに一本ずつ筆にて書いていきます。

STEP10
大きなバケツに釉薬(陶磁器の表面に塗る薬品。=うわぐすりとも言います。焼成によってガラス質になり、水の浸透を防いだり艶を出したりします)を入れ、その中に生地を沈ませ釉薬を付けていきます。この釉薬を変えることで器の色や風合いを多種多様に表現できます。

STEP11
指にゴムのキャップをし、釉薬が容器の中に入らないように押さえ持ちながら頭まで入れてしまいます。

STEP12
生地を釉薬から出すと撥水剤で印を書いた部分が釉薬を弾いて浮きでてきます。

STEP13
細かな字などは、撥水剤が釉薬を綺麗に弾ききれずに字の上に残っている場合があるので、エアーコンプレッサーで風を当てて字をしっかりと浮かびあがらせます。

STEP14
色を分けて付けるものは、1度目の釉薬が乾いたのち、もう一度、別の色をつけたい部分のみ釉薬を重ね塗りします。

STEP15
総ての過程が終了後に窯に詰めるため、高さ横幅を調整しながら棚を組み上げて行きます。

STEP16
釉薬独自の癖などの関係上で、火の当たらない中心部分にしか置けないものや、火のあたる外の部分でしかしっかりと色が出ないものがあるので、一回の窯で限られた本数しか焼成できない場合があります。

STEP17
棚の組み上げが終了後、窯に詰めて1100度~1200度の温度で約二日間ほど焼成をします。焼成終了後にいきなり開けると、窯の中の温度と外気温の温度差で砕けてしまうので一日かけてゆっくり温度を下げていきます。
STEP18
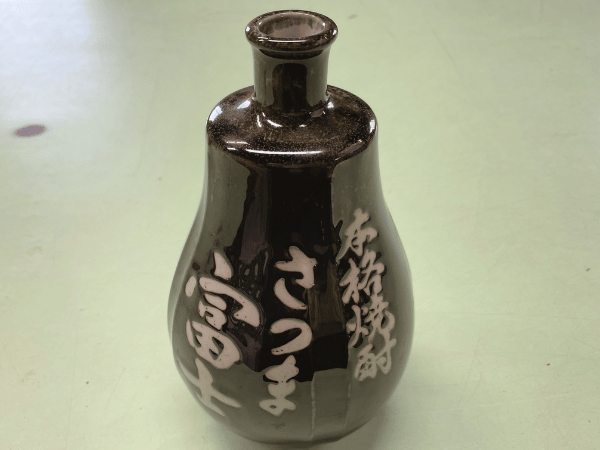
以上の過程を致しまして陶器の容器が出来上がります。
焼成終了後、当社にて検品を致しましてコルクのサイズを確認後、出荷いたします。
食器編
食器が出来るまでの過程です。

STEP1
これが原料の粘土です。粘土は別の場所で様々な土が混ぜ合わされ、円盤状に加工されて工場に運ばれます。

STEP2
「真空土練機」という機械で砕いた粘土が水と練りあわされ、空気が抜かれて棒状に加工されます。

STEP3
練りあがった棒状の粘土は台車に積まれ、型抜き加工のラインに運ばれます。

STEP4
型抜き加工のラインにて、粘土が所定の量にスライスされ、コンベアにのった皿の型の上にセットされます。

STEP5
型にのった粘土の上から、もうひとつの型が押し当てられます。型と型の間で粘土が延ばされ、皿の形ができがります。

STEP6
型抜きされた粘土はコンベアで乾燥室へと送り込まれ、中を通る間に熱風で一次乾燥されます。

STEP7
乾燥室から出てきたお皿はロボットアームで次の工程のコンベアに乗せられます。

STEP8
型抜きしたお皿のふちの部分を、ローラーでなめらかにします。

STEP9
ここで釉薬を吸いやすくするため、800℃の炎で24時間素焼きします。

STEP10
素焼きが完了したお皿に釉薬をかけます。お皿の場合、ムラにならないよう手作業で行われます。

STEP11
釉薬かけの終わった皿は人の手でパレットに積まれ、次の工程に向かうコンベアに乗せられます。

STEP12
ここで今度はカップの製造工程をご紹介します。棒状の粘土がスライスされ、下の型の中に落としこまれます。

STEP13
上から型を押し当て、型の間で粘土を伸ばしてカップの形にします。お皿の工程とはちょうど凹凸が逆になります。

STEP14
型から抜かれて次の工程のコンベアに載せられます。

STEP15
カップの取っ手の部分は別に作られ、人の手でカップに取り付けられます。接着には溶いた粘土を使います。

STEP16
出来上がったカップは台車につまれ、お皿とは別の素焼き窯に向かいます。

STEP17
トンネル型の素焼き窯の中をゆっくりと通ります。やはり800℃の炎で24時間かけて素焼きされます。

STEP18
素焼きの終わったカップは、回転する「施釉機」の中で釉薬に浸され、自動的に釉薬がけされます。

STEP19
釉薬かけの終わったカップは人の手でパレットに積まれ、次の工程に向かうコンベアに乗せられます。

STEP20
釉薬がけの終わった食器が乗せられる吊り下げ式のコンベアです。工場内のレールの下を、ゆっくりとぐるぐる回ります。

STEP21
釉薬がけされた食器を積んだコンベアが、ゆっくり屋根の近くまで上っていきます。工場内を半周して、釉薬を完全に乾かします。

STEP22
コンベアの終点地点で人の手でパレットが下ろされ、台車に積み上げられます。いよいよ本焼です。

STEP23
お皿が積まれている向こう側、手前から奥までずっと本焼窯が続いています。本焼窯の長さはなんと65メートル!

STEP24
ガスで本焼中。窯の内部温度は1300℃くらい。本焼の酸素の取り入れ具合で、磁器の仕上がりの色が微妙に変わります。

STEP25
食器は本焼窯の中を約2日間かけてゆっくりと進みます。最終地点のドアから、焼きあがったものが取り出されます

STEP26
本焼が終わった食器は最終チェックされ、カゴに詰められます。